我們使用正常的切割設備在出現問題之后都會進行糾偏,但是對于特殊類型的圓刀切臺來說,它的圓刀應該如何糾偏呢?很多人對于這一步并不是很清楚。下面我們教大家圓刀切臺糾偏方法。
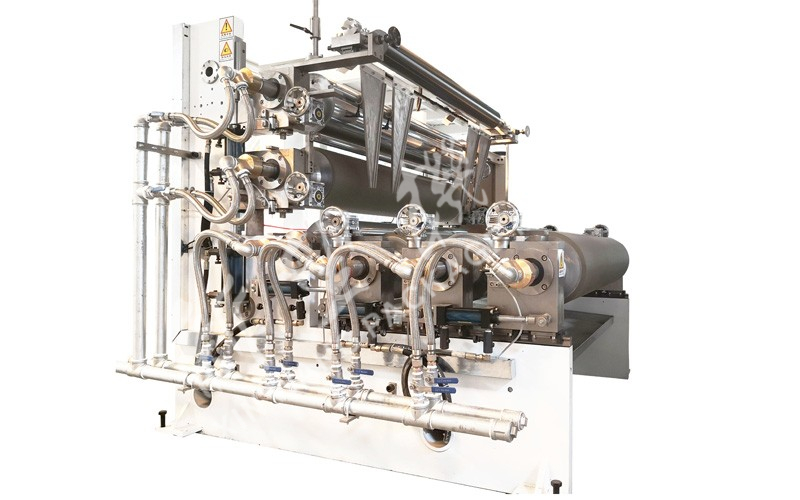
圓刀切臺的圓刀糾偏方法:糾偏需要使用技術專業裝置,糾偏引料設備坐落于模切機的放秘藥與膜切工序中間,糾偏引料設備包含底版、坐落于底版里的糾偏行為主體及其坐落于底版兩端鋁導輥;底版坐落于放秘藥與膜切工序中心位置處,糾偏行為主體內設有糾偏感應器,糾偏行為主體上設有擺動板,擺動板里設有導料輥,鋁導輥與糾偏感應器部位相匹配。本產品選用全過程糾偏的形式,將糾偏設備安裝在放秘藥與膜切工序中間,根據糾偏感應器對原材料邊沿開展偏移視角檢測,在鋁導輥與擺動板相互配合影響下,使原材料進到膜切工序時維持勻速直線運動,可以節約原料的耗費,減少了不產品合格率。
圓刀切臺調試方法:1、依照加工工藝敘述各自將原材料踏入設備內,隨后各自將鍵入壓合軸和導出壓合軸放回原處且導出壓合軸需變速,要確保導出壓合軸的力遠大于鍵入壓合軸的力。2、依據工藝標準給磨具加泡綿。3、依據工藝標準先后組裝磨具,取放磨具時要加磨具維護布防止毀壞磨具或是磕傷磨具。圓刀后面加一壓合軸或者用一泡沫軸,給制成品片在油光紙上精準定位,泡沫軸要和小彎軸搭配使用壓著liner,假如加工工藝中要用脫離刀并且在第二把數控刀片后面,一定要接近輸入軸,越趨于就越好,那樣把事情做好清除移位非常有用。伴隨著膜切的高速發展,對產品和的效率提升,圓刀無疑是其發展趨向,把握圓刀膜切方法及其加工工藝方法,對于一個膜切企業而言愈發關鍵。

圓刀切臺的調刀實際操作比較不便,耗時費力,而且不可以準確地調整切割刀中間間隙,減少了新產品的生產品質。切臺關鍵的特點就是同步馬達作為一個摩擦阻力設備,根據控制系統,來傷害一個交流電壓,操縱同步馬達所產生的摩擦阻力。關鍵的優勢在于也意思處于被動設備,能控制比較小的支撐力。
以上就是我們為大家介紹的“圓刀切臺糾偏及調試”,希望能對您有所幫助。

新望二維碼

地址:廣東省東莞市企石鎮東平村大興路151號

網址:www.ivsop.com

+86-769-86780883/86723139/86736139

售后服務專線:0769-86738139致電總機轉808

郵箱:webmaster@xinwang-dg.com
國內業務:0086-769-86780883
外貿業務:0086-769-86780883轉886/830/818
市場營銷部經理/內貿:139-2685-1812(伍經理)
市場營銷部經理/外貿:135-0981-9098(羅經理)
版權所有:東莞市新望包裝機械有限公司 粵ICP備 05035041號??技術支持:競爭力網絡![]()
本網站部分素材來源于網絡,如有侵權,請立即聯系刪除





 在線咨詢
在線咨詢